Игорь
Менеджер отдела продаж
+7 показать телефон+7 (921) 715-80-00

|
ПилорамСервис, ООО Мы работаем для Вас! |
Каталог (100)
+7 показать телефоны+7 (921) 238-21-35
+7 (921) 715-80-00
+7 (921) 232-50-50
+7 показать телефоны+7 (8172) 26-46-45
Документы
 | 23.07.2013 Электронный каталог устройства пилорамы Р63- 4б(а) |
Советы профессионалов
Станок ленточнопильный горизонтальный применяется для пиления древесины любой твердости на доски, брус, рейку. Пиление происходит перемещением пильной рамы с режущим инструментом (ленточной пилой) по неподвижным рельсовым направляющим ленточной пилорамы.
Применение ленточной пилорамы позволяет:
2.1 Основные узлы и детали ленточной пилорамы:
Станина ленточной пилорамы имеет П - образную форму и подошвы с роликами перемещения пильной рамы по рельсам и войлочные щетки, которые очищают направляюще от опилок. Подъем пильной рамы осуществляется двумя ползунами, расположенных на стойках станины. Перемещение осуществляет двусторонняя, синхронно связанная цепная передача, приводимая в движение электрическим мотором, через редуктор.
Рама выполнена двух швеллеров, которые расположены параллельно и соединены между собой. На одном торце рамы неподвижно закреплен ведущий пильный шкив, на другой ведомый, имеющий возможность продольного перемещения. Пила ленточной пилорамы натягивается пружинно-винтовым механизмом, пружина демпфирует тепловое расширение пильной ленты. При изготовлении ленточной пилорамы тарируется натяжение для пилы шириной 35 сантиметров. Риски Ш корпусе натяжителя и шайбе равны усилию натяжения 525 килограмм. В передней балке ленточной пилорамы и на ползуне ведомого шкива расположены два замка для съема и установки пильной ленты. На кронштейнах расположенных в середине рамы установлены две направляющие ленточной пилы (подвижная и неподвижная), которые оснащены опорными роликами и системой регулировки и планкой. Крутящий момент передается от двигателя пилорамы на ведущий шкив - клиноременной передачей. Бачек для СОЖ закреплен сверху на защите пильных шковов. Подача жидкости регулируется кранами, расположенными на бачке. Пульт управления ленточной пилорамой расположен на верхней перемычке станка.
Направляющие разборные из 3-х секций, что удобно при транспортировке. Снизу расположены опорные пластины, в которые ввинчены анкерные болты. Сверху направляющих ленточной пилорамы опоры бревна. Бревно на рельсовых направляющих фиксируется четырьмя винтовыми зажимами и упором, который обеспечивает 90 градусов.
3.1. В станке предусмотрена регулировка положения обоих шкивов по отношению друг к другу в горизонтальной и вертикальной плоскостях. Необходимо добиться, чтобы ленточная пила при натяжении 6-8 кг/мм кв. в сечении на одну ветвь не сходила с ободов пильных шкивов.
3.2. В первую очередь производится регулировка шкивов в вертикальной плоскости, выставляя их под прямым углом по отношению к пильной раме. Для этого на ползуне ведомого шкива снизу к его оси ввинчен болт Ml0, а на ведущем шкиву регулировка осуществляется за счет установки проставных шайб или пластин. Данная операция .производится предприятием-изготовителем.
3.3 Для регулирования положения пильных шкивов горизонтальной плоскости в торцах рамы со стороны ведущего шкива ввинчены два болта Ml2, а к оси ведомого шкива - один.
Производить регулировку шкивов ленточной пилорамы необходимо в следующей последовательности:
3.3.1 Выключить автомат подачи электропитания на пульте управления.
3.3.2 Открыть защитные кожухи пильных шкивов.
3.3.3 Установить ленточную пилу на шкивах таким образом, чтобы она выступала за края шкивов на величину высоты зуба плюс 2-5 мм.
3.3.4 Закрыть подвижные разъемы (замки).
3.3.5 Натянуть ленточную пилу, повернув гайку механизма натяжения на величину оптимальную для данного типа ленточных пил (из расчета 6-8 кг/мм кв.).
3.3.6. Вращая рукой за ведомый шкив по ходу пиления (против часовой стрелки) необходимо смотреть какое положение займет ленточная пила на шкивах. Если лента сбегает наружу на равную величину с обоих шкивов, то не ослабляя натяжения пилы отпустите стопорную гайку Ml6, крепящую ось ведомого шкива к пильной раме (ползуну пильной рамы).
3.3.7 Затем отпустите контргайку М12 и вверните болт Ml2 на малую величину, после чего затяните контргайку М12 и стопорную гайку М16.
3.3.8 Повторите пункт 3.3.6 и при сбеге ленты повторите регулировку до получения правильного результата.
3.3.9 Если лента сбегает внутрь на ровную величину, то необходимо ослабить натяжение ленточной пилы.
3.3.10. Отпустить стопорную гайку Ml6, контргайку М12 и вывернуть болт М12 на малую величину, после чего затяните гайки М12 и М16.
3.3.11 Если лента приняла положение согласно инструкции, то регулировка выполнена правильно.
3.3.12 Если ленточная пила при вращении сразу сбегает с ведущего шкива, то регулировку следует начать именно с него.
3.3.13 Для этого в зависимости от направления с бегания ленты (наружу или внутрь) отпустите левую или правую стопорные гайки Ml6 и произведите регулировку в той же последовательности, что и на ведомом шкиве.
3.3.14 После регулировки все гайки затянуть.
3.3.15 Закрыть дверцы кожухов пильных шкивов.
3.3.16 Включить автомат подачи эл. энергии на пульте управления.
3.3.17 Кратковременно включить привод пильных шкивов и убедиться в правильности положения пильной ленты. Станок готов к работе.
1. В процессе эксплуатации ленточной пилорамы для увеличения срока службы ленточной пилы необходимо производить правильное ее натяжение на шкивах.
1.1 Величину натяжения, в зависимости от ее ширины, определяют по прибору "Тензометр".
1.2 Внимание! Ленточная пила не должна находиться в работе больше 2-х часов. По истечении данного времени она должна быть снята со станка и вывешена в свободном состоянии не менее чем на 24 часа для снятия усталостных напряжений.
2 Используйте правильную смазку для лезвия ленточной пилы.
В качестве смазочно-охлаждающей жидкости (СОЖ), в большинстве случаев, хватает просто воды, либо воды с добавлением моющего средства («Fairy» и т.п.). Однако, при низких температурах лучше всего применять смесь из 50%-80% дизтошшва или керосина и 50%-20% моторного масла, либо масла для смазки шин бензопил. Неплохие результаты при пилении хвойных пород дает так же применение скипидара.
В случае использования воды в качестве СОЖ необходимо по окончании работ протереть шкивы и ленту маслом.
3. Всегда ослабляйте натяжение ленточной пилы.
Когда Вы закончите работу, снимите натяжение с пилы. При работе лезвия нагреваются и растягиваются, а затем при остывании сжимаются на десятые доли миллиметра во время каждого периода охлаждения." Поэтому ленты, оставленные на шкивах под нагрузкой, перегружают сами себя, и на них образуется отпечаток от двух шкивов, который вызывает появление трещин во впадинах между зубьями.
4. Используйте правильный развод зубьев.
Развод правильный, если в пространстве между полотном пилы и обрабатываемой древесиной у Вас находится 65-70% опилок и 30-35% воздуха. Если у Вас слишком большой развод зубьев для имеющейся массы или толщины древесины, то в пропиле будет находиться слишком много воздуха и недостаточно опилок. У Вас будут чрезмерно большие потери на опилки, и как следствие, большая шероховатость обрабатываемой древесины. Если же развод недостаточный, Вы не получите достаточно сильного воздушного потока для удаления опилок из пропила. Признаком этого являются горячие опилки. Это может нанести самый разрушительный вред пиле: рабочие интервалы будут короткими, пила преждевременно выйдет из строя. Опилки должны быть холодными на ощупь. И, наконец, при недостаточном разводе и неправильном угле заточки пила будет вырезать на доске волну. С нашей точки зрения, Вы не можете работать при одной и той же разводке зубьев с бревнами разного диаметра, строевым лесом и брусом.
Вы должны сортировать лесоматериал.
На каждые 20-25 сантиметров увеличения в размере необходимо увеличивать разводку примерно на 18% в зависимости от того, древесина твердая или мягкая, влажная или сухая. Единственный способ добиться нужной разводки - провести контрольные распилы определенного бревна. Увеличивайте разводку на 5-8 сотых миллиметра с каждой стороны до тех пор, пока не станут, видны следы зубьев. Это означает, что Вы работаете при смешанном воздухе с опилками в пропорции 50/50. После этого уменьшите разводку зубьев на 8-10 сотых с каждой стороны, и Вы достигните нужного результата. Обратите внимание: Вы должны разводить только верхнюю восьмушку зуба, а не среднюю или нижнюю. Вам не нужно, что бы впадина между зубьями заполнялась полностью при пилении. Когда Вы работаете с мягкой древесиной, будь она влажной или сухой, стружка увеличивается в объеме в 4-7 раз по сравнению с ее состоянием на клеточном уровне. Твердые породы дерева, влажного или сухого, увеличиваются в объеме лишь в 1/2-3 раза. Это означает, что, если Вы распиливаете 45-ги сантиметровые сосновые бревна, Вам потребуется развести зубья на 20% больше, чем когда работаете с 45-ти сантиметровыми дубовыми бревнами. Всегда разводите зубья перед заточкой.
5. Правильно затачивайте пилу.
Существует только один способ заточки ленточных пил. Камень должен пройти по поверхности зуба вниз, вокруг основания впадины между зубьями и вверх вдоль обратной стороны зуба одним непрерывным движением.
Вы должны сохранить профиль зуба и межзубовой впадины.
Пространство между зубьями (галлет) - это не мусоросборник для опилок. От него зависит силовой поток воздуха, охлаждение стали и удаление опилок.
Если у Вас правильный развод зубьев, воздух подается вдоль бревна с той же скоростью, что и пила, в результате опилки засасываются в галлет. Опилки значительно охлаждают его, проходя вокруг внутренней и внешней стороны следующего зуба. Необходимо, чтобы пространство между зубьями было заполнено на 40%, что обеспечит необходимое охлаждение и увеличит время работы пилы.
6. Установите правильный угол заточки.
Благодаря глубоким галлетам, мы можем использовать уменьшенные углы заточки, которые передают меньше тепла на кончик зуба. В серии лент используется угол наклона крюка 10 Градусов, который способен проникать в большинство поверхностей древесных пород от средне твердых до средне мягких.
Общее правило таково: чем древесина тверже, тем угол заточки меньше.
Предостережение: Не доверяйте шкалам и измерительным линейкам на Вашем заточном станке!
Штифты и направляющие на нем изнашиваются. В процессе работы изменяется Профиль камня.
Для контроля правильности углов заточки используйте транспортир. Внимание; мы рекомендуем менять пилы каждые два часа непрерывной работы, давая им при этом отдохнуть не менее суток.
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей с целью восстановления их нормальной работы.
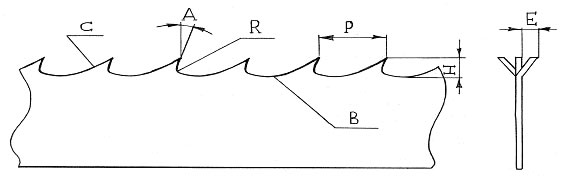
На рис. 1 приведены некоторые параметры полотна, определяющие его долговечность и производительность где:
А - угол заточки, это угол между передней поверхности зуба и плоскостью перпендикулярной спинке пилы; В - впадина зуба; С - задняя поверхность зуба;
Е - развод, это отклонение зуба от вертикали. Линия развода (место отгиба зубьев) находится на расстоянии 1/3 от вершины зуба; R - радиус впадины;
Р - шаг зуба, это расстояние между двумя зубьями; Н - высота зуба, это расстояние от основания зуба до его вершины.
|
Зависимости параметров пилы от типа древесины |
|||
|
Тип древесины |
Параметры пилы |
||
| Угол заточки | Минимальная высота зуба, мм |
Величина развода, мм | |
| Мягкие лиственные породы | 12-16 | 4,8 | 0,54-0,66 |
| Мягкие хвойные породы, средней смолистости | 12-16 | 4,8 | 0,52-0,66 |
| Мягкие хвойные породы, высокой смолистости | 12-15 | 4,8 | 0,52-0,60 |
| Твердолиственные породы | 8-12 | 4,5 | 0,41-0,46 |
| Мягкие лиственные породы, мороженные | 8-12 | 4,5 | 0,46-0,56 |
| Мягкие хвойные породы, средней смолистости, мороженные | 8-12 | 4,5 | 0,46-0,56 |
| Мягкие хвойные породы высокой смолистости, мороженные | 10-12 | 4,8 | 0,41-0,51 |
| Твердолиственные породы, мороженные | 8-12 | 4,5 | 0,41-0,46 |
Возникающие проблемы и их решения
|
Возможные причины |
Способы устранения |
|
Трещины во впадине зуба |
|
| Большая подача | Уменьшить подачу (подача должна быть равномерной) |
| Неправильное натяжение ленты | Установить натяжение согласно рекомендации производителя |
| Малый радиус закругления впадины | Увеличить радиус |
| Малый диаметр шкивов | Установить пилу соответствующей толщины |
| Перегрев зуба и межзубьевых впадин | Правильно шлифовальный круг, отрегулировать подачу при заточке |
| Перегрев ленты пилы | Увеличить разводку пилы, вывешивать пилу в «вывернутом» состоянии после каждых двух часов наработке |
| Неправильная разводка | Проверить разводку, откорректировать ее согласно рекомендаций по твердости распиливаемой древесины. |
| Неправильный подбор переднего угла в зависимости от твердости древесины | Изменить передний угол согласно рекомендаций по твердости распиливаемой древесины. |
| Затупление зубьев пилы | Произвести заточку |
| Износ ленты на шкивах | Проверить техническое состояние шкивов и натяжение пильной ленты |
| Неправильная установка роликов (успокоителей) | Установить ролики согласно рекомендаций производителей станка |
| Износ рабочей поверхности роликов (успокоителей) | Заменить |
| Нарушение балансировки 1 шкивов, износ рабочей поверхности шкивов | Произвести балансировку шкивов и техническое обслуживание оборудования |
| Установка шкивов не в одной ПЛОСКОСТИ |
Произвести регулировку положения шкивов |
|
Трещины на «спинке» пилы |
|
| Неправильное натяжение ленты | Установить натяжение ленты согласно рекомендаций производителя |
| Большая подача | Уменьшить подачу (подача должна быть равномерной) |
| Биение шкивов, установка шкивов не в одной плоскости | Устранить биение отрегулировать шкивы |
| Вибрация шкивов | Заменить подшипниковые узлы, проверить балансировку |
| Неправильная установка или загрязнение направляющих роликов | Установить согласно рекомендаций производителя, произвести очистку |
| Ширина направляющих роликов не соответствует ширине ленты | Установить ленту требуемой ширины или заменить ролики |
| Работа пилы без отдыха, не снятие натяжения полотна | Соблюдать рекомендации производителя. Ослабить натяжение ленты по окончании работы |
|
Разнотолщинность получаемых материалов, волнение ленты (волна) |
|
| Неправильная разводка (разный развод по сторонам ленты) | Произвести разводку согласно рекомендаций |
| Износ роликов, выход из строя подшипников | Заменить |
| Заусенец на боковой | Уменьшить подачу при заточке. Произвести |
| поверхности ленты после заточки | удаление заусенца (выхаживание после заточки) |
| Недостаточная скорость резания | Уменьшить подачу или увеличить скорость резания |
| Неправильное натяжение ленты | Установить согласно рекомендаций производителя |
| Установка ленты не в одной плоскости с распиливаемым материалом (как следствие, уменьшение развода зубьев с одной из сторон) | Произвести правильную установку ленты |
| Перегрев ленты | Производить охлаждение, отдых пилы |
| Неправильное установка роликов (успокоителей) | Произвести установку роликов согласно рекомендаций производителя |
| Большая подача | Уменьшить |
| Не закреплен, распиливаемый материал | Закрепить |
5.1 Перед работой необходимо:
При техническом обслуживании необходимо произвести подтяжку крепежа и, в случае необходимости, замену смазки в подшипниках измерить сопротивление изоляции на электрическую прочность.
В процессе эксплуатации необходимо выполнить следующие регулировки:
Станок выполнен в соответствии с требованиями безопасности по ГОСТ 25223, ГОСТ 12.2.026.0, и ГОСТ РМЭК602041.
При установке станок должен быть надежно заземлен. Для этого на подошве рамы, а так же на рельсах пути имеются бобышки заземления.
При эксплуатации станка следует регулярно, но не реже одного раза в неделю производить очистку электродвигателя и электроаппаратуры от пыли и грязи. Наличие в станке подвижных частей и электрооборудования требует строгого соблюдения правил техники безопасности при его эксплуатации.
При работе на ленточной пилораме - обязательно соблюдать следующие правила:
На качество работы станка помимо тех факторов, которые указаны в паспорте (правильная регулировка пильных шкивов, правильная разводка и заточка зубьев пилы), большую роль играет качество монтажа рельсового пути. Так при некачественном монтаже могут наблюдаться различные дефекты на пласте распиливаемого материала, а именно "волнистость" поверхности, "конусность", "ступенчатость", "не параллельность" и т.д.
Выставляются рельсы по уровню в поперечном и продольном направлении. Для нормальной работы станка необходимо прочное основание-фундамент.
При этом прямолинейность рельсовых направляющих проверяют с помощью тонкого шнура и линейки. Под пластины подкладывают стальные прокладки разной толщины и окончательно притягивают их к фундаменту.
При правильном монтаже и аккуратном обращении со станком фирма гарантирует высокое качество распиливаемого древесного материала, отклонение по толщине распила на длине 6 метров - не более 2 мм.
| Неисправности | Причины появления | Способы устранения |
| Вибрация пилы в пропиле | Плохое качество сварки и зачистка места соединения | Переварить и зачистить место сварки |
| Биение пильных шкивов | Отремонтировать | |
| Неправильно установлены направляющие ленточной пилы | Отрегулировать направляющие ленточной пилы | |
| Налипание опилок на шкивы и ленту | Очистить, предварительно сняв пилу. Отрегулировать скребки и подачу охлаждающей жидкости | |
| Соскальзывание ленточной пилы со шкивов | Не отрегулированы шкивы | Отрегулировать шкивы по п.4 |
| Слабое натяжение ленточной пилы | Отрегулировать натяжение ленточной пилы | |
| Неправильно установлены направляющие ленточной пилы | Отрегулировать направляющие ленточной пилы | |
| Разрыв ленточной пилы | Чрезмерное натяжение ленточной пилы | Отрегулировать натяжение |
| Неправильная эксплуатация ленточной пилы | Следить за заточкой и разводкой, снимать каждые 2 часа ленту со станка и вывешивать ее на "отдых" и снятие внутренних напряжений согласно рекомендациям заводов изготовителей, сбрасывать напряжение пилы вовремя коротких и длинных, перерывов в работе. | |
| Слишком большое усилие Подачи | Снизить скорость подачи. | |
| Налипание опилок на ленту при работе с хвойными породами | Отрегулировать скребки и подачу смазывающей жидкости. | |
| "Волнообразный" пропил, не параллельность обработанной поверхности к базирующей поверхности заготовки |
Недостаточно установлен рельсовый путь, не все опоры выставлены на площадку | Правильно выставить рельсовый путь |
| Увод пилы вверх или вниз вследствие неправильного развода зубьев | Развести правильно зубья | |
| Притупление (округление) вершин зубьев | Ленточную пилу остро заточить | |
| Ошибочное принятие не заточенной и не разведенной новой пилы за полностью подготовленную к работе (ленты, поставляемые в бухтах с заводов- изготовителей приходят с заостренными зубьями из-под штампа, но не заточенными и не разведенными). | Заточить и правильно развести новую пилу | |
| Большая стрела прогиба ленты при пилении вследствие неправильной установки левого подвижного ролика. | Установить левый ролик на 50- 150 мм от боковой поверхности древесины |